CAE分析在铝合金压铸件滤波器质量提升的应用
陈国恩 谭小明 汪学阳 赵卫红
(广东鸿图科技股份有限公司)
摘 要: 随着铸造行业的发展,铝合金压铸零件的结构越来越趋向于薄壁化、复杂化。然而在高速压射过程中,短时间内快速完成复杂型腔的填充,必然引起型腔内铝液的紊流和气体包卷。如果排气不畅通,容易在铸件表面及内部产生气孔,造成铸件外观及内部质量差。良好的浇注系统及排气系统能有效地减少填充过程中铝液的紊流和气体包卷。浇道系统及排气系统设计的合理性将直接影响着整个铸件的品质。笔者以我公司新开发的一款通讯零件滤波器为例,通过运用CAE模拟分析对方案进行模拟,分析产生气孔缺陷的根本原因,从而采取相应的对策解决了缺陷,旨在为后续同类产品的开发提供参考和借鉴。
关键词: 压铸;浇注系统;排气系统;CAE模拟分析
铝合金压铸件的轻量化、功能集成化的发展趋势,导致了零件的结构多样化、复杂化, 出现了较多压铸工艺性较差,壁厚不均的零件[1]。这类壁厚差别非常大而结构非常复杂的零件, 在压铸生产过程中,由于金属液的快速压入,撞击复杂的型壁,必然产生涡流和卷气。如果浇道系统和排溢系统设计不合理,会造成溶于铝液中的气体难于完全排出型腔,必然导致压铸件内部及表面产生气孔缺陷。与此同时,由于零件结构的复杂,导致铝液在快速凝固过程中不能有效的进行补缩,从而在铸件中形成缩松[2] [3]。这类表面及内部存在气孔与缩松的产品因不能满足零件的技术要求,而造成零件的报废,为企业带来了极大的浪费。
笔者以某通讯零件滤波器为例,运用CAE对原方案进行模拟,分析缺陷存在的根本原因,提出优化的方案,有效地解决产品气孔缺陷的问题。本文为此类压铸零件的缺陷解决提供方法与思路,同时也为模具浇注与排溢系统的设计提供参考。
1.铸件的基本介绍
图1为某通讯零件滤波器的结构图。其铸件质量为3kg,材料牌号为DC01。铸件基本尺寸为414mm×333mm×38mm,壁厚最大4mm,壁厚最薄2mm,平均壁厚为3mm,内腔交错分布着类似迷宫结构的筋条,属于结构比较复杂的铸件。
该零件是目前为止技术含量较高的移动通讯发射基站用的滤波器。相对于传统滤波器,它的内腔结构更为复杂,迷宫结构多而且复杂,壁厚不均,柱台及安装孔多。复杂的结构,必然会导致铝液填充不够畅顺,铸件局部存在包卷气体。另外该铸件内部致密性要求较高,而且产品需要电镀。当铸件进行电镀烘烤时,孔洞内气体受热膨胀,会导致铸件表面起泡,所以在生产中要用适当的方法解决气孔缺陷。因此如何减少铸件填充成型的气体是整个压铸工艺设计的难点。
基于以上对产品的分析,产品的铸造难度大。研究该产品的浇道系统的填充与排溢系统的排气情况是解决气孔缺陷首先要考虑的因素。
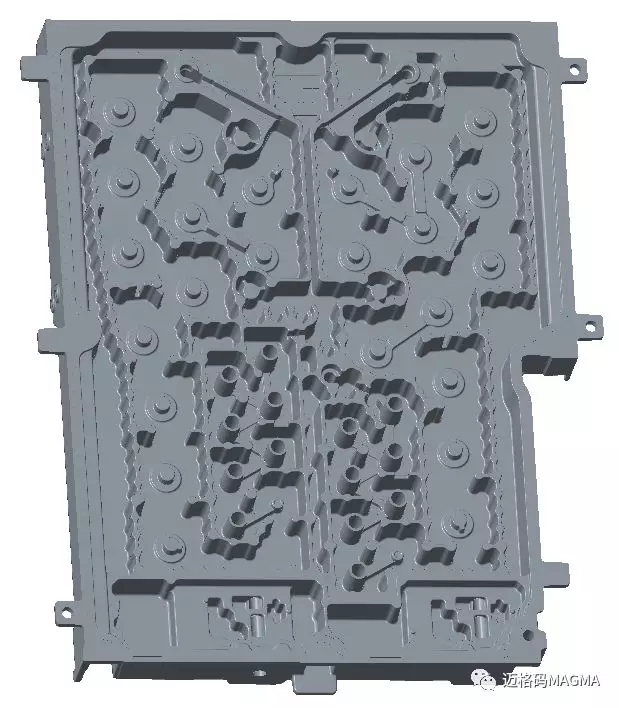
图1 滤波器的结构图
2.缺陷描述
根据压铸试制的结果,发现铸件左边尾部一柱台周边表面分布一些不规则的气孔。气孔直径最大的有3mm,最小的有0.5mm,气孔呈圆形和椭圆形居多,个别呈长条形,孔内光滑(见图2)。经过X光机检测发现该位置气孔簇集在一起,并分布在柱台周边,X光内部质量见图3所示。因此可以初步判断该气孔缺陷是由于气体集聚造成的,生产中该缺陷造成的产品报废率达27.8% 。

图2 气孔缺陷图
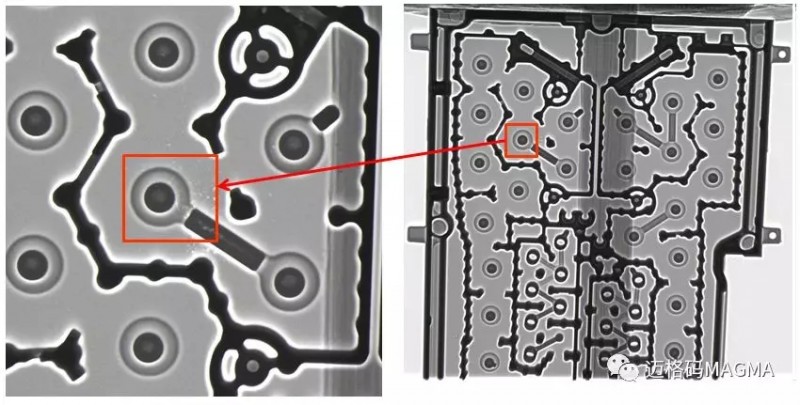
图3 X光气孔缺陷图
3.气孔缺陷的原因分析
3.1 产品结构分析
从产品结构上分析(见图4),左边A区为内腔结构与水尾壁位之间形成避空,铝液填充到此位置碰到模具型壁形成包卷,影响铝料充填及排气,当排气不畅就会出现高压现象,造成熔体充填困难和注射量不足,导致铸件C区出现组织疏松、气孔外露的缺陷。而A区和A区与C区之间的过渡位置,由于比较接近尾部,排溢系统能排掉部分气体,故在实际生产中没有出现气孔缺陷。右边B区结构是连通水尾壁位,可以顺利填充和排气,所以在生产中没有出现气孔缺陷。另外,试制现场压铸工程师已经是在良好的工艺条件进行试制,不存在由于压铸工艺问题引起产品的气孔缺陷,比如铝液含气量过多,喷涂过多,压射工艺参数不合理等一系列问题。
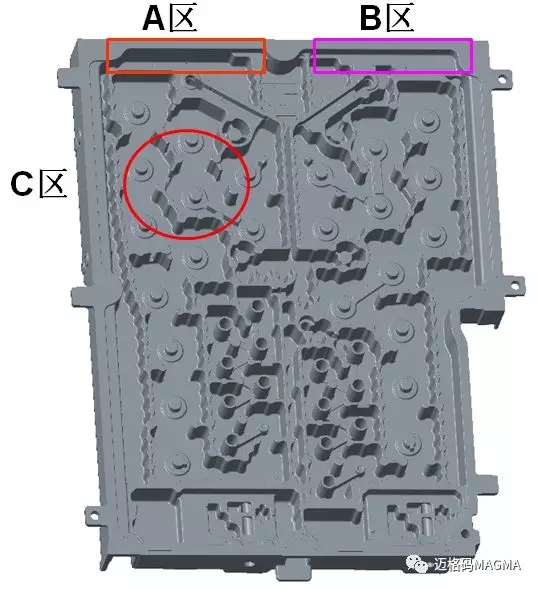
图4 产品结构分析
3.2 CAE模拟分析
运用MAGMA 模拟软件对压铸方案进行成型模拟,从图5的填充40%,60%,80%,100%中发现:产品的左半边填充比右半边慢;并且浇口1填充速度比浇口2填充速度快,在产品的左上角出现包卷气区域。
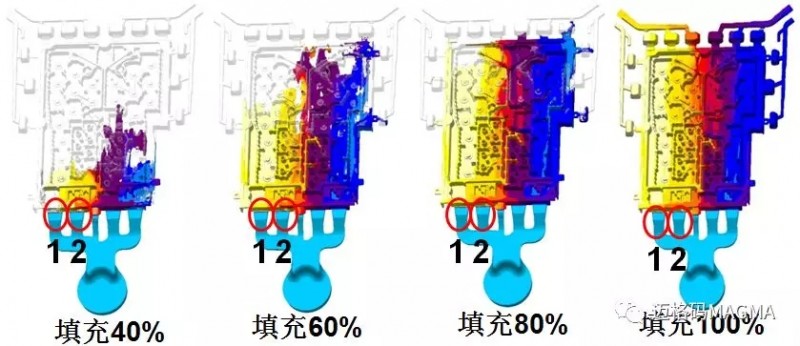
图5 产品填充的CAE分析
4.缺陷改善
4.1 解决缺陷措施
从MAGMA模拟看,浇道1填充速度过快,浇道2填充速度过慢,导致产品最左边铝料快速封住尾部的渣包口,造成排气不畅,形成包气区域。另外,产品左半边填充比右半边慢。我们提出的改善方案是浇道1封一半降低其填充速度,浇道2向左加宽5mm,加快其填充速度,使产品左右两边填充趋向平衡。另外为了改善排气,渣包3、4开通排气通道,让产品左右两边角位的气体直接排到模具的排气板(见图6)。
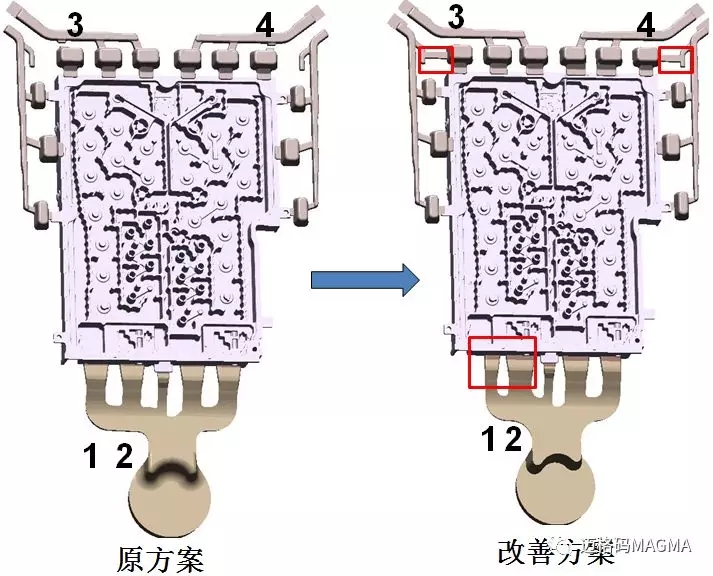
图6 方案改善图
4.2 改善方案的CAE分析
我们把改善方案放在MAGMA软件中进行CAE模拟,通过分析原来方案与改善方案填充的40% ,60% ,80% ,100%的模拟结果对比,可以判定:经过修改浇道后,产品左半边填充速度比原来快了,并且左半边和右半边填充趋向平衡,而且浇口1填充比浇口2填充慢了,在产品的左上角没有形成包气区域。
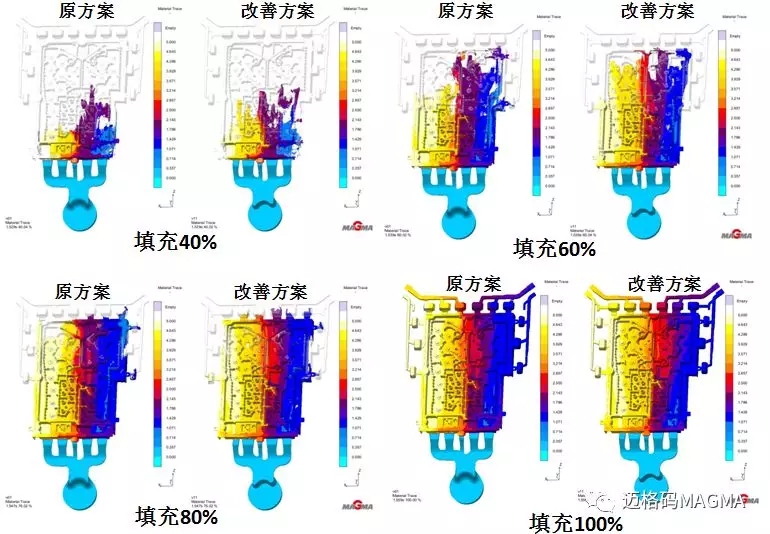
图7 原方案与改善方案CAE分析对比图
4.3 改善效果的验证
经过现场生产试制,X光内部质量见图8所示,缺陷位置没有气孔存在。该位置由于气孔造成的报废率由原来的27.8% 变为0% 。通过批量生产、送样以及用户的检测,产品的品质状态符合技术要求,项目顺利通过验证并量产。
该案例是现场压铸工艺技术与CAE技术相结合地解决气孔缺陷问题的典范,缩短了新产品的开发周期,大大提高了经济效益。
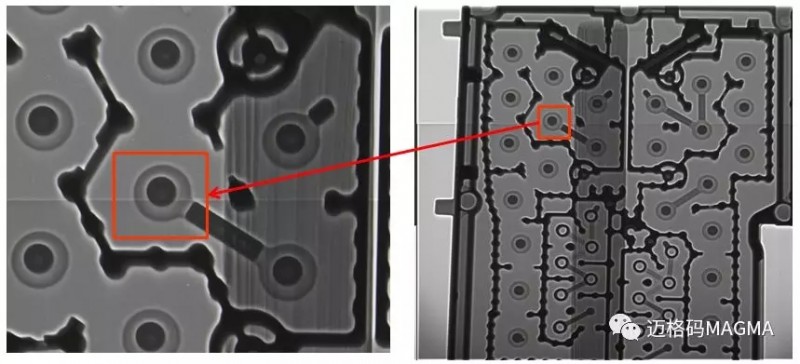
图8 改模后试制X光图
5.结语
针对解决某通讯零件滤波器的气孔缺陷的研究,运用MAGMA 软件进行CAE模拟运算,分析铝合金压铸生产程中的气孔产生的原因,为模具浇注系统和排溢系统的设计提供参考依据,对提升铸件的品质和节省成本以及缩短开发周期,提高经济效益有一定的帮助。
由于影响铝合金压铸零件气孔产生的因素很多,涉及到压铸过程的方方面面,在实际生产中要注意的问题不仅仅局限以上浇注系统与排溢系统的设计的改进。
参考文献
[1] 陈国恩,黄志垣,常移迁等. 虚拟试验设计在局部加压工艺改善中的应用[J].特种铸造及有色合金,2016,36(11):1163-1165
[2] 黄勇.压铸模具简明设计手册[M].北京:学工业出版社,2009.
[3] 吴春苗.压铸技术手册[M].广东:广东科技出版社,2007.
来源:迈格码MAGMA