
众说周知,提高加工效率时,提高切削三要素(切削速度,吃刀深度,进给量)是最简单、最直接的方法。但刀具切削三要素的提高,一般会受到现有机床设别条件的限制。所以最廉价的办法就是选好刀具材质。
切削三要素的确定法则
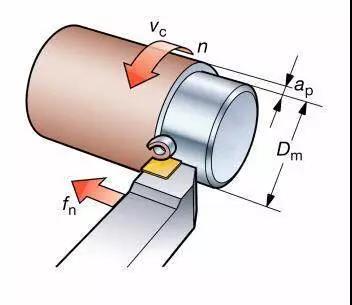
确定吃刀深度,进给量以及切削线速度。
吃刀深度:一般根据加工余量确定;
进给量:粗加工进给量根据机床功率确定,精加工进给量根据表面粗糙度确定;
切削线速度:根据刀具材质和机床主轴转速确定。
从提高加工效率的角度来考虑,增加切深恐怕是非常值得考虑的一个方法。其重要原因之一,是实验表明,切削深度一旦等于进给的10倍,再增加切深对刀具耐用度的影响将极小。而如果是提高切削速度,改变切削速度会使刀具耐用度以近两倍的速度变化;如果改变进给,也可使刀具耐用度有大致相等的改变。因此,在我们大批量生产模式的毛坯还不能实现所谓“净尺寸化”的时候,提高切深是既能实现高效率的生产节拍,又不致使刀具费用大幅度上升的一个两全其美的选择。
刀具选择
硬质合金刀具是目前刀具市场的主流刀具,大家对此刀具都很熟悉,可以根据实际加工现场情况调整硬质合金刀具的切削三要素,从而最大化的保证刀具寿命和加工效率,但立方氮化硼刀具发展时间不长,很多人没接触过此类刀具,但随着硬材料和难加工材料的出现,立方氮化硼刀具也逐渐出现在大家的视野。但很多人经常认为立方氮化硼刀具只局限于高速切削,和精加工工序。
其实不然,随着超硬材料刀具行业的不断研发和创新,目前立方氮化硼刀具已广泛应用于粗加工工序和断续切削工况中。立方氮化硼刀具的选型和硬质合金刀具是一样的,根据不同工件材质,选择不同刀具牌号及刀具结构形式。
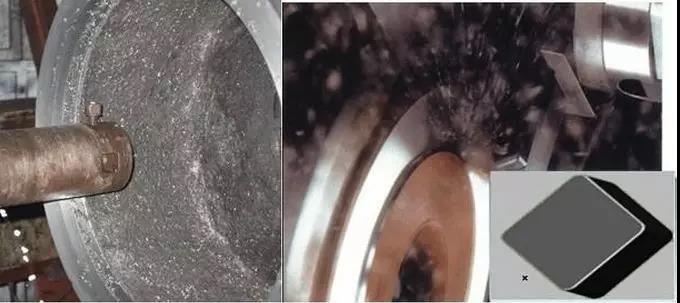
用于精加工工序的一般是复合焊接式立方氮化硼刀片,它只有刃口部位是立方氮化硼材料,基体还是硬质合金基体,吃刀深度控制在0.5mm以内,所以只能用于精加工工序,而对于余量较大,表面不规整的则选择整体式立方氮化硼刀片,通体都是立方氮化硼材质,吃刀深度在1-10mm之前,刀具寿命一般在3小时/刃口。
随着立方氮化硼刀具方面的研究进展和加工中的实际需要,从原来的高速精加工,发展到可断续,可粗加工、半精加工,亦可在普通机床中应用;使用成本也更经济实惠。
延伸阅读
立方氮化硼刀具和硬质合金刀具的加工范围有重叠,如灰铸铁,硬质合金刀具和立方氮化硼刀具都可以加工,大家可以根据企业需求选择更经济划算的刀具材质,硬质合金刀具由于自身性能限制,最高线速度可达到350m/min,而立方氮化硼刀具可达到1500m/min,同时立方氮化硼刀具的耐用度是普通硬质合金刀具的30-50倍,是涂层硬质合金刀具寿命的5-15倍。
但企业也不猛盲目的选择立方氮化硼刀具加工灰铸铁,因为毕竟立方氮化硼刀具的价格高于硬质合金刀具,所以对于批量生产和对加工效率要求较高的情况下,建议选择立方氮化硼刀具,如对加工效率要求不高,活儿少,建议选择硬质合金刀具更经济划算。
来源:加工中心维修

