
关键词:管型铸件;Pro/E;压铸模设计
1 引言
目前,管型铸件广泛用于燃气具等产品中:如广东万家乐,中山华帝,中山豪山等公司的燃气具的产品中都有很多此类零件。这些零件都具有外观为管型、结构类似于三通的特点,如圆管、方曹以及各种阀体等,材质为铸铝,主要工艺手段为压铸模成型。我公司在广东中山的模具分厂多年来一直为上述厂家制造压铸模,本人负责压铸模的设计及cNc加工。通过多年的实践,从保证铸件产品质量,保证模具的话用性、使用寿命、交货期等方面做了一些总结,并把它写出来,以求和大家共同探讨压铸模设计及加工的优化过程。
在产品开发中,市场竞争日益激烈,产品开发周期的长短和产品质量的好坏是赢得市场的关键。因些也为模具制造业提出了新的要求:模具的高精度,最短的模具交货期,模具的使用寿命以及模具结构的适用性和高度自动化。下面以方管产品的压铸模为例,从上述几个方面来论述管型铸件压铸模的设计及CNC加工。
2 工艺分析
方管的产品示意图及部分尺寸如图1所示,管剖面的外轮廓为方形,内轮廓为圆形,整体结构与三通阀体相类似(其实在燃气具产品中所用的各种通气管及阀体等多为该种结构),方管材质为压铸铝合金。为提高铸性的生产效率.可采用1模2件;方管内孔成型通过在模具的横向和纵向上分别配臂两个滑块来实现抽芯。
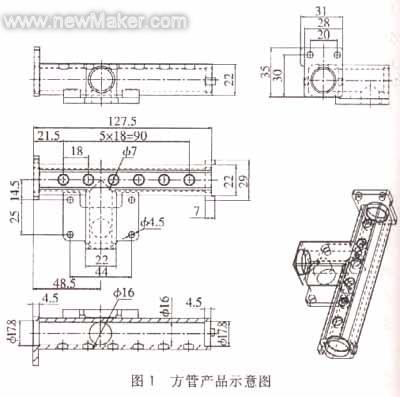
方式对于类似的铸件可保证压铸模交货期仅为30天。
3 模具CAD
3.1 方管三维模型的建立
根据所给产品图样的尺寸及技术要求,建立产品零件的三维模型。此时注意的是,由于此模型要在Pro/E的模具设计模块中应用来完成模具设计,而后模具的部分零件模型要直接用于CAM软件Cimatront12进行编程,再进行CNC加工。所以,方管三维模型要严格按照分模线建立所有的脱模斜度,并且保证所有尺寸和脱模斜度完全符合产品图样的要求。这样,就可以在后序的编程和CNC工作中一劳水逸。所建立的方管三维模型如图2所示。

由图3可知,产品模型带有6个小孔的一面向下布置,也就是说,将采成型这6个小孔的型芯位于动模一侧。实际应用证明,这样的布置是比较合理的:因为成型各种孔的型芯是易磨损件.在模具使用一段时期后,需要更换型芯,而处于动模一侧的型芯较处于定模一侧的型芯更容易更换和调整,互换速度快。所以,在产品模型布置时应尽可能将较多的孔置于动模一侧。
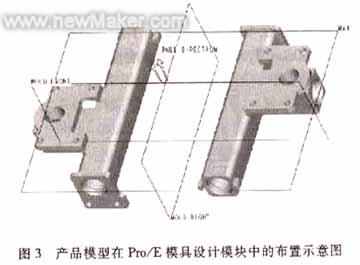
图5为系统模拟铸模的铸件示意图,供参考。

如图6所示.模架采用常用的压铸模三板结构,铸件为1模2件,左、右滑块分别通过斜导柱完成抽芯,前后滑块分别通过油缸完成抽芯(这是因为前后的抽芯距离较长,在本次设计中选择了用油缸抽芯,油缸为缸径∮100mm、行程100mm的标准油缸)。
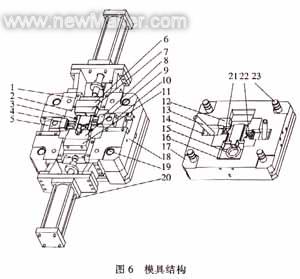
1压板 2动模镶件 3、21、22型芯 4、5左滑块 6、7后滑块 8、10右滑块 9、11前滑块
12定模镶件 13斜导柱 14锁紧块 15料套 16锁紧块 17定模板 18动模板 19导套 20油
缸组件 23导柱
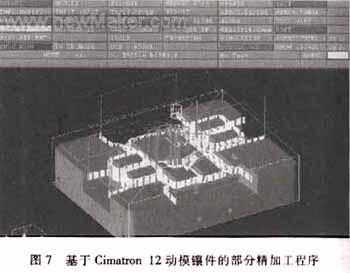
如图6所示,需要CNC加工的模具零件上要有定模镶件12、动模镶件2、定模板17、动模板18。定模镶件和动模镶件的加工是基本相同的,是方管外形的主要成型模具零件,粗坯加工好后,进行CNC加工,留量约为0.66-0.8mm(材料为瑞典8407模具钢),之后淬火,返回后进行精加工,CNC加工至尺寸,待试模合格后熏化处理;定模板和动模板的加工是基本相同的,它们是主要的模具结构零件。在这里需要指出的是通过Pro/E模具设计模块设计出的零件模型.可以直接用CAM软件Cimatron 12编程,再用于CNC加工,图7是基于Cimatron 12动模镶件的部分加工程序。
近几年.我们为许多家燃气具、厨具厂商设计了很多与方管类似的管型铸件压铸摸,通过几年的实践,感觉到依赖于现代高科技手段的这种设计及加工方式在保证产品质量、提高模具寿命和缩短模具交货期等方面都具有很大的优越性。正因如此,使用Pro/E设计再用Cimatron加工为众多模具工程技术人员所熟悉,已成为现代模具制造业的主流。

