






常宁市宏安金属材料有限公司
一、各种压铸机冲头的应用的慨况:
压力铸造是近代金属加工工艺中发展较快的一种先进的少、无切削特种铸造方法。该方法的生产过程是将液态金属在高速高压作用下射入紧锁的模具型腔内并保压结晶直至凝固,使原材料变为半成品或成品。它所获得的铸件表面粗糙度通常可达Ral.6~Ra25,尺寸精度高(可达CT2~CT5),机械性能好,生产效率高,是一种精密成型工艺[3]建国50多年来,我国的压铸工业从无到有,压铸生产有了相当大的发展,随着我国汽车、摩托车、家用电器、计算机等工业的发展,再到如今5G、新能源汽车等对压铸件的需要量日益增加,以生产优质、精密、大型压铸件的压铸工业得到高速的增长和发展。
然而同国外压力铸造相比,我国压力铸造仍然存在很多不足,首先压铸机冲头的寿命就很低!压铸机冲头在压铸生产中是传递压力的关键部件。它以2×10°kN/m的比压,以100m/s左右的高速施加与液态金属使其充填压铸模型腔,从而获得高质量的压铸件。压铸机冲头所处环境十分恶劣,使用寿命很低,短则一两个班次就得更换一个压铸机冲头,由此给经济带来了很大损失。
所以提高压铸机冲头的使用寿命是压铸生产中急待解决的问题。
目前比较常用的压铸机冲头有灰口铸铁冲头、砂铸球铁冲头、连铸球铁冲头、涂层钢冲头、铍青铜冲头。
3.1灰口铸铁冲头
灰口铸铁是一种最常用的铸铁材料,有廉价、易得、加工性能好、导热性能好、热膨胀系数小((11.3~11.9)×10-6/C)等特点。但其强度低、质脆、作为冲头材质的主要缺点是寿命较短、不耐用,通常能用几百型,甚至只能用几十型。随着球墨铸铁制作技术成熟,灰口铸铁冲头已被绝大多数厂家所放弃。
3.2砂铸球墨铸铁冲头
球铁是球状石墨铸铁的简称,它是一种新型的工程材料。据最新公布的资料表明,现代加镁球铁是美国公司的青年科技工作者K.D.Millis于1943年4月12日首次研制成功的,他在铸铁中加入镇镁合金并用硅铁孕育,发现铸铁中的石墨呈球状。随后,英国学者H.Morrgh也于1947年成功研制了加镁现代球铁。
球铁具有优良的综合机械性能,其抗拉强度最高可达到1600MPa,延伸率1~20%,冲击韧性(无缺A试样)可达到150J/cm²,从表1-1可以看出球铁的机械性能已超过了灰口铸铁和可锻造铸铁,达到甚至高于于碳钢或合金钢的水平。球铁的缺口敏感性比钢低,延展性也优于钢,其耐磨性不仅优于碳钢,而且还优于某些合金钢,球铁还具有抗磨、耐热、耐酸、耐碱等优良使用性能,可以用来代替一部分特种钢、合金
3.2.3涂层钢冲头
涂层钢冲头即在45号钢基体表面热喷涂约0.3mm厚的高硬金属层,这种冲头基体硬度只有175HB,而表面硬度可达50HRC(3)。涂层铸钢硬度较低的基体和硬度较高的表面涂层的结构使其具备了较高的耐磨性和退让性,这不仅使其寿命大大提高,而且也减少了对熔杯的磨损。
但是压铸机冲头是在急冷及热的环境下工作,涂层钢冲头表面喷涂了高硬合金层,而合金层与基体45号钢有着不同热膨胀率。在长时间收到冷热冲击,及摩擦的情况下会导致合金层从表面脱落。由于合金层的硬度高达50HRC,这样脱落的合金层形成摩屑会对缸体造成损伤。而缸体大多用锻造合金模具钢组合制作,存在原材料价格高、工序复杂、制造周期长、加工费用高、组合安装精度低等缺点,使模具制作成本居高不下。缸体一旦损坏,将会给生产带来极大的损失。
3.2.4 H13冲头
H13钢高的强度和硬度,使用寿命也可达几千上万次,但是由于与压室材料相同,硬度接近,容易粘连,会加速压室的磨损,考虑到压室甚至整个压铸模具的成本,某种程度上得不偿失。
3.2.4铍青铜冲头
国外压铸机冲头一般选用铜合金合作材料,如名牌商品Ampcoloy3-20(含Be2%)及Ampcoloygl-20(含Be0.2%,Co1%和Nil%)在世界上许多地方得到了成功的应用,这两种合金都是通过低温热处理而弥散强化的[33]。BeCu20是两种合金中强度最高的,耐磨和冲击韧性也最好,硬度达到HRC38-42,热导率105,其压铸机冲头寿命在2万次左右。长期以来,国内压铸机压射冲头传统地采用球铸铁制作。然而,由于球铁的导热性及韧性指标相对低,难以适应压射头高速、高温的工况条件,使用寿极低,一般使用1000~1500模次后就已失效。另外,E于球铁材料的变形阻尼较高,操作不当时往往会出咬缸、卡缸等现象,对压室的使用寿命产生不良影响更换压射冲头和咬缸、卡缸是影响压铸机生产效率的主要因素之一。铍铜是铜合金中强度、硬度较高的合金材料。该材料具有高的弹性、良好的导热性和耐磨性。
采用铍铜材料制作冲头,与球铁材料相比较可以减小冲头表面的磨损。铍铜的导热性非常优越,其导热系数约为球铁材料的6~7倍。合适的硬度及高的导热性能、可使铍铜压射冲头在工作中具有较理想的抗高压金属液“冲刷”冲头表面的能力。
当冲头与液态金属接触时,因铍铜合金高的导热性,可将热量迅速向后传递,经冷却水快速传热,故在接触区域可形成激冷区,使与冲头相接触的金属液,在压射增压之前激冷形成凝固结壳层。结壳层的出现有助于防止增压过程中液态金属渗入冲头与压室的间隙内而产生“冲刷”作用,从而避免产生磨损和咬合卡死。
宏安公司在传统的铍青铜合金基础上,通过调整化学成分及采用适当的热处理工艺,试制了适合工况条件的铸造铍铜压射冲头,并进行了生产应用。深受广大客户青睐!
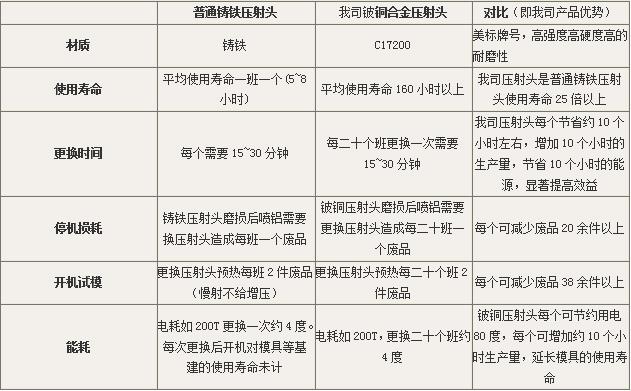
四、铍铜冲头使用寿命对比:

注:美国冲头使用寿命包括修复后和新冲头合计寿命。对磨损失效后的冲头分析发现,冲头的磨损形式是多种多样的,很难用某一种摩擦学观点进行阐述。冲头的磨损既有粘着磨损、磨粒磨损、腐蚀磨损,也存在“冲刷“磨损等形式。其中以磨粒磨损和“冲刷“磨损所引起的冲头表面出现“沟槽”现象为冲头磨损的主要原因
铍铜冲头的优点:
4、1可大幅提高压铸机使用效率,节约生产成本。
4、2大幅减少次品率,提高综合回收率。
4、3大尺寸的铍铜冲头在使用失效后,可以再加工车削改为少一个规格的继续使用。
4、4废料回收经济价值高于废铁。
五、经济数据对比:
六、以下是本公司产品部分型号规格:
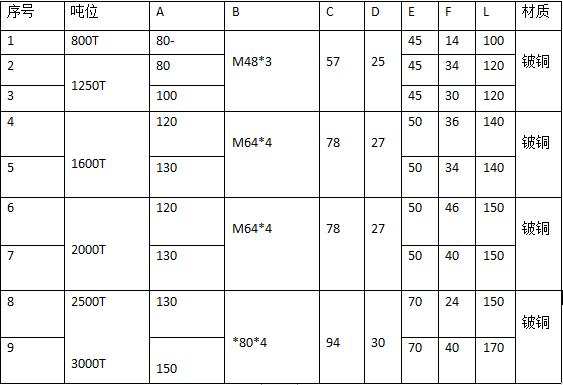
欢迎各位新老客户来图定制,打造您的专属产品。
七、公司部分产品展示:


常宁市宏安金属材料有限公司
联系人:邓松清 17674754967




